







When selecting the right tube for hydraulic cylinder manufacturing, the choice between honed tubes and skived & roller burnished (SRB) tubes is far more than a cosmetic decision. This selection directly impacts your equipment’s reliability, maintenance costs, and operational lifespan. While honed tubes have been the industry standard for decades, SRB tubes represent an evolution in precision manufacturing that delivers measurable performance benefits—particularly when production volumes justify the investment. Understanding these differences is essential for hydraulic system designers, OEM manufacturers, and businesses managing cylinder repair operations.
The fundamental question is not which is universally “better,” but rather which technology aligns with your specific application, production volume, quality requirements, and long-term cost structure.

Part 1: Understanding the Two Technologies
What is Honing?
Honing is a secondary abrasive machining process that follows hole creation or initial bore sizing. The process uses rotating abrasive stones or honing tools to remove small amounts of material from the tube’s inner diameter, creating an extremely smooth and precise surface finish.
Key characteristics of honing:
- Multi-stroke operation where either the tool or the part moves back and forth
- Abrasive stones rotate while applying controlled pressure to the bore
- Can correct geometric issues like out-of-round, waviness, or taper
- Produces either cross-hatch patterns (multi-stroke) or tight helical textures (single-pass)
- Dimensional control down to 1.27 µm (0.000050 inch)
- Surface roughness achievable: Ra 0.05–0.4 µm depending on tooling and parameters
For hydraulic cylinders, honing has been the workhorse technology because it reliably achieves the Ra ≤ 0.4 μm surface finish required by most seal manufacturers and industry standards.
What is SRB (Skived & Roller Burnished)?
SRB is a single-pass combination process developed in the 1970s as an alternative to traditional honing, particularly for high-volume tubing production. The term describes two simultaneous operations performed by a single advanced tool:
- Skiving: Carbide cutters rotate and advance axially to remove material with precision, achieving the required dimensional tolerances.
- Roller Burnishing: Hardened rollers follow the cutting tool, deforming the peaks created by skiving and producing a mirror-like surface finish.
Key characteristics of SRB:
- Single-pass operation dramatically reduces cycle time (70–80% faster than honing)
- Achieves dimensional tolerance of ±0.025 mm (±0.001 inch)
- Creates exceptional surface finish: Ra 0.05–0.2 µm, often smoother than honing
- Generates compressive residual stress in the surface layer, which increases surface hardness ~50% in steel
- Produces a plateau or mirror-like surface texture (unlike the cross-hatch pattern of honed tubes)
- Requires specialized equipment with significant up-front capital investment
The roller burnishing phase is particularly significant because it creates a work-hardened surface that doesn’t just smooth the bore—it actively strengthens it against wear and fatigue.
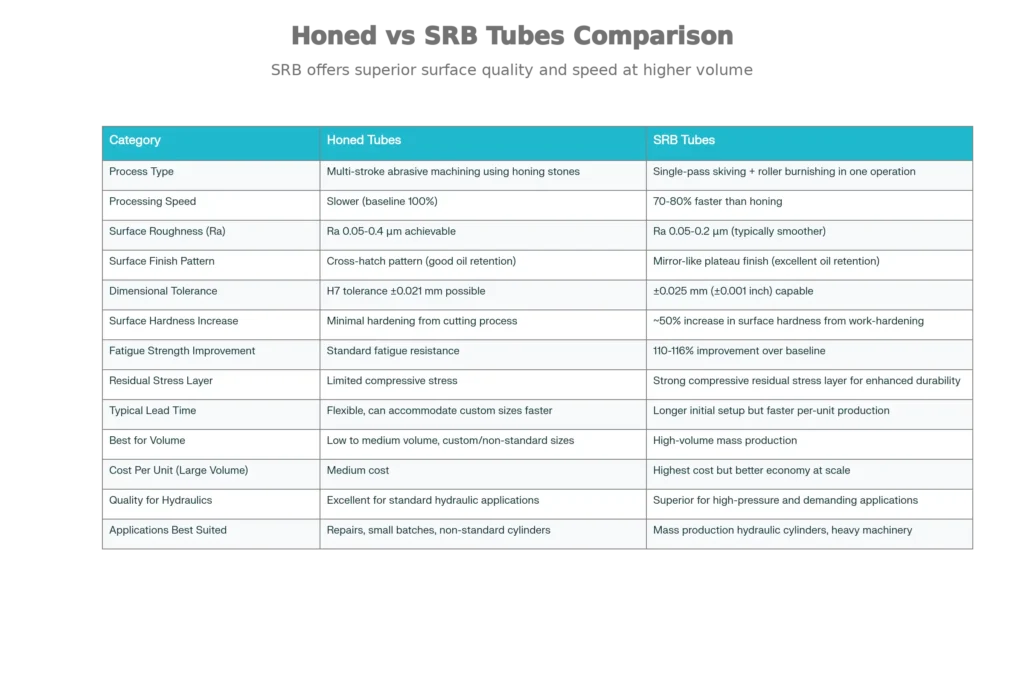
Comprehensive Comparison: Honed Tubes vs. SRB Tubes for Hydraulic Cylinders
Part 2: The Performance Showdown
Surface Finish Quality
Surface roughness is not merely aesthetic; it directly governs how efficiently seals function and how long they last. Industry standards such as ISO 21920 define acceptable Ra values for hydraulic applications.
Standard hydraulic cylinder requirement: Ra ≤ 0.4 μm
| Metric | Honed Tube | SRB Tube | Winner |
|---|---|---|---|
| Typical Ra achievable | 0.2–0.4 μm | 0.05–0.2 μm | SRB |
| Surface uniformity | Good with cross-hatch | Excellent mirror-like | SRB |
| Oil retention pattern | Cross-hatch holds lubricant | Plateau finish optimized | SRB |
| Consistency batch-to-batch | Very good | Superior | SRB |
The mirror-like plateau finish of SRB tubes means that even the microscopic peaks and valleys are optimized for lubricant retention—seals experience lower friction and maintain better film strength over extended use.
Dimensional Accuracy
Both processes achieve excellent dimensional control, but with different characteristics:
Honed tubes: Dimensional tolerance typically H7 (±0.021 mm), H8, H9, H10, H11 depending on bore diameter and requirements
SRB tubes: Capable of consistent ±0.025 mm (±0.001 inch) tolerances, often holding tighter than honed due to the precision of the skiving cutters
For batch-to-batch consistency—critical in high-volume manufacturing—SRB’s single-pass process provides more repeatable results, as each tube undergoes identical processing without the variability introduced by multi-stroke honing adjustments.
Surface Hardness and Fatigue Strength—The Game-Changer
This is where SRB tubes deliver a decisive advantage. The roller burnishing process creates a compressive residual stress layer that fundamentally strengthens the material:
Surface hardness increase: ~50% in steel tubes
Fatigue strength improvement: 110–116% compared to standard tubes
Residual compressive stress: Extends fatigue life by 20–60% under normal conditions, with improvements exceeding 100% under optimal loading scenarios
This means an SRB tube can handle cyclic loading pressures significantly better than a honed tube of equivalent dimensions. For hydraulic cylinders operating under variable pressure loads—such as those in construction equipment, injection molding machines, or automated industrial systems—this durability advantage directly translates to fewer premature failures and extended service intervals.
Surface Roughness Impact on Hydraulic Seal Life Extension
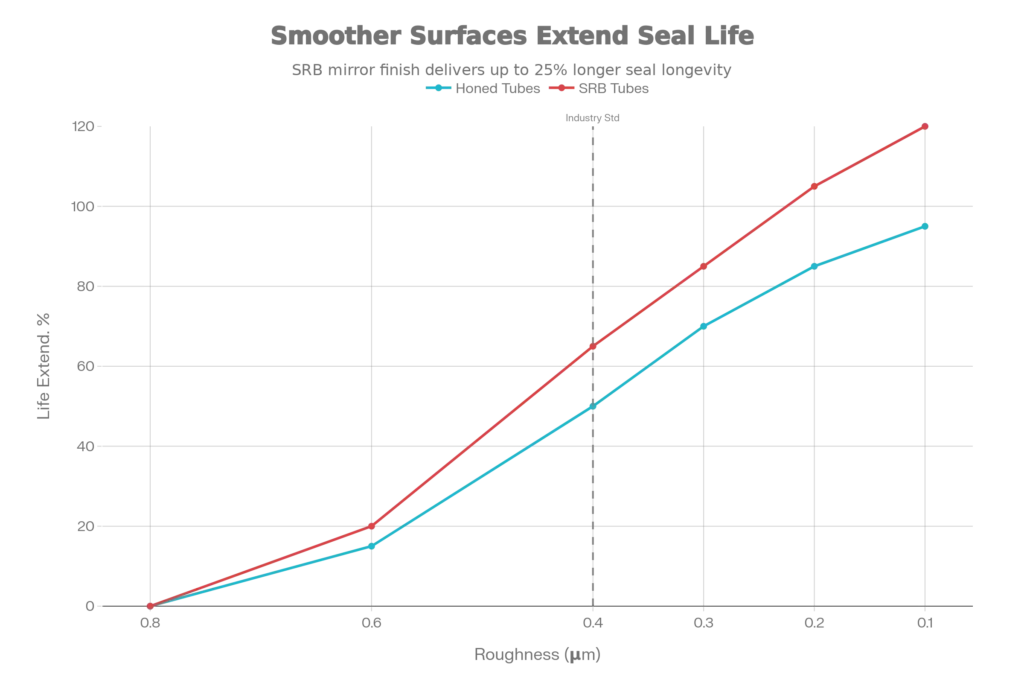
Wear Resistance and Seal Life
The cumulative effect of superior surface finish and work-hardened surfaces manifests in dramatically extended seal life:
| Factor | Impact |
|---|---|
| Reduced internal friction (SRB’s mirror finish) | Lower piston drag = less energy loss |
| Improved oil film retention | Better seal lubrication = extended seal life |
| Work-hardened bore surface | Greater resistance to piston ring imprinting and micro-spalling |
| Lower roughness creates fewer stress concentrations | Fatigue cracks less likely to initiate |
For demanding applications—marine equipment, high-cycle injection machines, or equipment operating in harsh environments—seal life extension alone can justify the SRB tube investment through reduced downtime and maintenance labor costs.
Part 3: Production Speed and Manufacturing Efficiency
Processing Speed
This is where SRB demonstrates its efficiency advantage:
Honing: Multi-stroke operation requiring precise float control, multiple tool adjustments, and careful parameter management for different bore diameters. Typical cycle times vary but generally require 5–15 minutes per tube depending on bore size and required finish.
SRB: Single-pass operation with carbide cutting and burnishing happening simultaneously. Cycle times are typically 70–80% faster than equivalent honing operations. For large diameter tubes, this efficiency advantage can reduce per-unit machining time from 10 minutes to 2–3 minutes.
Implication: For a manufacturer producing 10,000 hydraulic cylinder tubes annually, SRB can save 50,000–100,000 machine hours—equivalent to eliminating 2–3 dedicated production lines or reducing lead times by 40–50%.
Lead Time Characteristics
Honing:
- More flexible for custom sizes and non-standard specifications
- Can accommodate small batch orders (even single tubes) without major setup changes
- Longer individual cycle times but lower equipment investment means lower minimum order quantities
- Better for: Repair shops, low-volume custom cylinder builders, non-standard applications
SRB:
- Requires substantial equipment investment (specialized multi-axis CNC machines with integrated skiving/burnishing tooling)
- Requires dedicated tooling setup for each bore diameter
- Long setup times (4–12 hours) make small orders uneconomical
- Amortized over high volumes, per-unit cost becomes competitive or lower than honing
- Better for: OEM mass production, standardized cylinder designs, high-volume suppliers
Part 4: Cost Analysis—The Real TCO Picture
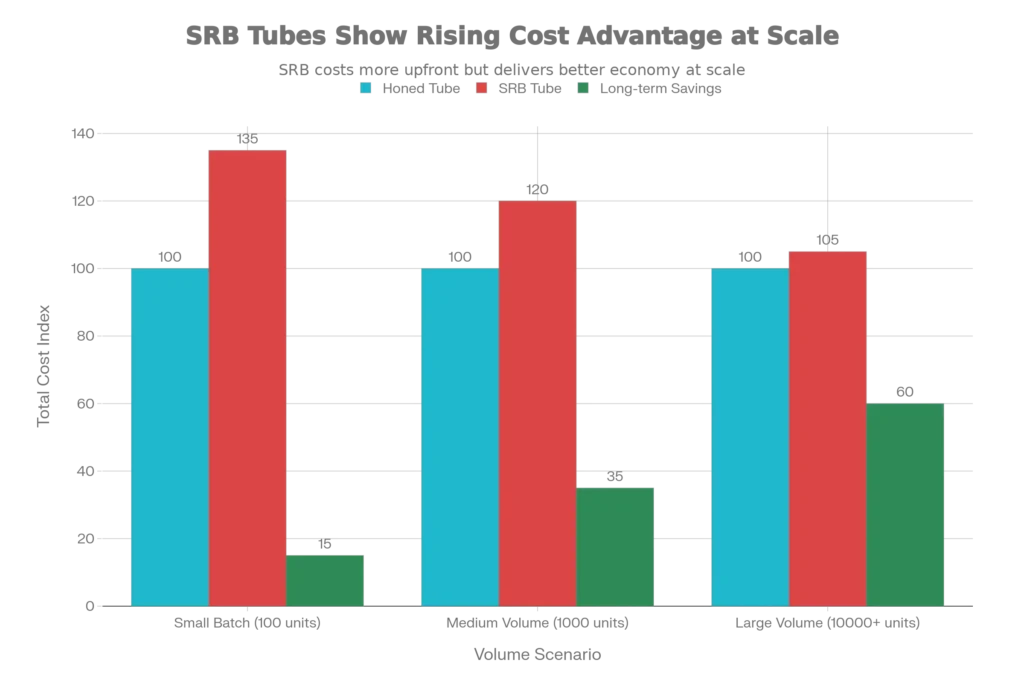
Cost-Benefit Analysis: Honed vs. SRB Tubes Across Production Volumes
Many engineers instinctively assume SRB tubes cost more, and this is true—but the analysis must extend beyond unit price to total cost of ownership (TCO).
Capital Investment
- Honing: Moderate equipment cost ($200K–$500K for a capable honing machine system); accessible to smaller manufacturers
- SRB: High equipment cost ($1M–$3M+ for integrated skiving/roller burnishing systems); requires high-volume commitment to justify
Cost Per Tube by Volume
| Volume Scenario | Honed Tube Cost | SRB Tube Cost | Winner |
|---|---|---|---|
| 100 units (sample/repair) | Low cost ✓ | 25–35% premium | Honed |
| 1,000 units/year | Baseline | 15–20% premium | Honed |
| 5,000+ units/year | Baseline | 5–10% premium | Close |
| 10,000+ units/year | Baseline | 0–5% premium | SRB |
| 50,000+ units/year | Baseline | 10–15% discount | SRB |
Hidden Costs and Lifetime Value
The true economic advantage of SRB emerges when you calculate total cost of ownership:
Extended seal life (from superior surface finish): Reduces service intervals by 30–50%, lowering warranty costs and field service expenses.
Reduced field failures: With 110%+ fatigue strength improvement, fewer premature cylinder failures mean less emergency replacement inventory and emergency service calls.
Lower maintenance labor: End-customers experience reduced downtime, fewer seal replacements, and less preventive maintenance—improving product reputation and customer satisfaction.
Recyclability and refurbishment: SRB tubes’ superior hardness means they better survive the refurbishment process if returned for remanufacturing.
For a hydraulic equipment OEM producing 10,000 cylinders annually, the lifetime value advantage of SRB can amount to $500,000–$2,000,000 in reduced field service costs, extended equipment life, and improved customer retention—far exceeding the $50,000–$150,000 annual equipment amortization.
Part 5: Application-Specific Selection Guide
The choice between honed and SRB should be driven by your specific application context:
Choose HONED TUBES if:
✓ Production volume is under 1,000 units/year – The per-unit cost premium of SRB cannot be amortized
✓ You need flexibility with custom/non-standard sizes – Honing accommodates diverse bore diameters with minimal tooling changes
✓ You repair or refurbish cylinders – Honing can adapt to damaged bores or field modifications
✓ Application is low-pressure or intermittent duty – Ra 0.4 μm surface finish is sufficient; fatigue strength premium is unnecessary
✓ Capital budget is constrained – Honing equipment is 75–80% less expensive than SRB systems
✓ Lead time urgency favors off-the-shelf availability – Standard honed sizes are more broadly stocked
Typical honed applications: Pneumatic cylinders, low-pressure hydraulic systems, aircraft landing gear repair, agricultural equipment, small-scale automation
Choose SRB TUBES if:
✓ Production volume exceeds 5,000–10,000 units/year – Per-unit economies of scale make SRB competitive or cheaper
✓ Your cylinders operate under high pressure (>25 MPa) – The 110%+ fatigue strength premium directly prevents failures
✓ Application involves high-cycle or variable-load conditions – Work-hardening from roller burnishing provides superior durability
✓ Seal life extension is economically critical – Extended service intervals justify the tube premium
✓ Design standardization is possible – Multiple cylinders use the same few bore sizes, justifying dedicated tooling
✓ You target tier-1 OEM customers – Major equipment manufacturers (Caterpillar, Komatsu, Bosch Rexroth) specify SRB for critical components
✓ You compete on reliability and warranty costs – Superior fatigue strength reduces field failures and warranty claims
Typical SRB applications: Construction machinery (excavators, loaders, crushers), industrial injection molding machines, hydraulic presses, automated manufacturing, off-highway vehicles, marine equipment, automotive stamping presses
Hybrid Strategy for Smart Manufacturers
Many leading hydraulic cylinder manufacturers use a hybrid approach:
- SRB for high-volume standardized cylinders (80% of production) – Achieves economy of scale and superior performance
- Honed for low-volume custom/repair work (20% of production) – Maintains flexibility without expensive re-tooling
This strategy optimizes overall profitability while maintaining market responsiveness.
Part 6: 2026 Market Trends and What They Mean
The global honed tube market demonstrates robust growth, with projections of 4.3% CAGR through 2035. However, within this market, several trends are reshaping the honed vs. SRB equation:
Trend 1: SRB Adoption Accelerating
A growing shift toward SRB in mass production is evident across Asia, Europe, and North America. Leading manufacturers including Bosch Rexroth, Parker Hannifin, and Chinese OEMs have invested heavily in SRB capacity over the past 3–5 years. The cost advantage of SRB at volumes above 10,000 units/year is becoming more widely recognized.
Implication: If you are a hydraulic cylinder supplier targeting OEM customers, you may soon face requests for SRB tubes even at moderate volumes. Failure to offer this capability could disadvantage you competitively.
Trend 2: Smart Technology and Predictive Maintenance Integration
By 2026, many hydraulic systems will incorporate smart sensors and IoT connectivity for predictive maintenance. Cylinders with superior surface finish and fatigue resistance—SRB’s core strengths—perform more predictably in monitored systems, enabling manufacturers to offer data-backed service level agreements (SLAs).
Implication: SRB tubes enable a competitive positioning around reliability and data-driven maintenance, which commands premium pricing in the market.
Trend 3: Sustainability and Eco-Efficiency Focus
As environmental regulations tighten, manufacturers are emphasizing durability and extended service life as sustainability metrics. A cylinder with 50% longer seal life represents significantly lower material consumption and manufacturing carbon footprint per functional hour.
Implication: SRB tubes, with their superior fatigue strength and extended seal life, align with the ESG (Environmental, Social, Governance) commitments that major OEMs are communicating to investors and customers.
Trend 4: Regional Growth Dynamics
The Asia-Pacific region (especially China and India) is driving market growth, with rapid expansion in heavy machinery, construction equipment, and industrial automation. In this price-sensitive market, the volume-based cost advantage of SRB is being rapidly adopted.
Implication: If your primary market is high-volume, price-competitive Asian manufacturers, you must develop SRB capability to remain competitive.
Part 7: Quality Control and Validation—Both Processes
Regardless of your choice, rigorous quality control is non-negotiable for hydraulic applications. Both honed and SRB tubes should be validated against:
Surface Finish Validation
- Profilometry: Contact and non-contact devices measure Ra, Rz, and surface pattern consistency
- SEM imaging: For critical applications, scanning electron microscopy confirms surface topography at 1000× magnification
- In-process monitoring: Online roughness sensors in modern SRB systems provide real-time feedback
Standard for hydraulic cylinders: Ra ≤ 0.4 μm per ISO 21920
Dimensional Verification
- Bore diameter: Verified at multiple axial locations using precision bore gauges or CMM
- Roundness and straightness: Tolerance stack-up for H7 or better
- Wall thickness uniformity: Especially important for high-pressure applications
Mechanical Property Verification
- Tensile strength: Confirm base steel properties meet specifications (ST52.3, E355, AISI 4140, etc.)
- Surface hardness: Microhardness testing confirms work-hardening effect in SRB tubes
- Fatigue testing (for critical applications): Rotating-bending or axial fatigue tests validate expected service life
Hydraulic Suitability Testing
- Salt spray corrosion (ASTM B117): 500–1000 hours to verify zinc plating or stainless steel performance
- Piston velocity testing: Confirms low-friction operation and stable performance across pressure ranges
- Seal compatibility: Test with actual seal materials (PTFE, elastomers) specified for the application
Part 8: Practical Procurement Guidance
When specifying hydraulic cylinder tubes, ensure your technical inquiry includes:
Essential Specifications
Material: (e.g., ST52.3 per DIN 2391, E355 per EN 10305-1, AISI 4140)
Inner Diameter (ID): _____ mm ± _____ mm (tolerance)
Outer Diameter (OD): _____ mm ± _____ mm (tolerance)
Wall Thickness: _____ mm ± _____ mm (or specify ID + OD tolerance)
Surface Roughness: Ra ≤ _____ μm (specify as-delivered requirement)
Length: Specific length or random length _____ to _____ mm
Roundness: ITxx or ≤ _____ mm/meter
Straightness: ≤ _____ mm/meter
Chamfer/Deburring: Yes/No; specify dimension
Delivery: Honed / SRB (your preference)
Quantity: _____ units
Application: Hydraulic cylinders (working pressure _____ MPa)
Quality Documentation Required
- Material certificate (EN 10204 3.1 or 3.2)
- Surface finish test report (profilometry data)
- Dimensional inspection report (bore diameter, roundness, straightness)
- Hydrostatic pressure test report (if applicable, usually to 1.5× working pressure)
Supplier Evaluation Checklist
- ISO 9001 certification (minimum requirement)
- Experience with honing or SRB (depending on your choice)
- Reference customers in hydraulic/cylinders industry
- Documented surface finish capabilities and test procedures
- Flexibility for small customizations or special requirements
- Reasonable lead times for your volume and delivery requirements
- Willingness to provide samples for compatibility testing with your seals and components
Conclusion: Make the Right Choice for Your Business
The honed vs. SRB decision is not about selecting the “best” technology in absolute terms. Rather, it is about optimizing the fit between your production volume, application demands, customer expectations, and financial constraints.
Honed tubes remain the ideal choice for flexibility, low capital investment, and repair/customization work. They reliably deliver the surface finish and dimensional control required for the vast majority of hydraulic applications.
SRB tubes represent the future of high-volume, performance-critical hydraulic cylinder manufacturing, delivering superior surface finish, dramatically improved fatigue strength, extended seal life, and economic advantages at scale.
For manufacturers positioned to invest in SRB capability—whether through internal equipment acquisition or partnership with specialized suppliers—the competitive advantages are substantial. For those serving niche, low-volume, or highly customized markets, honed tubes will remain the optimal choice.
The market data is clear: hydraulic cylinder demand is growing 4.3%+ annually through 2035. The question for your business is not whether to eventually adopt SRB, but rather when—and at what production volume—the transition becomes economically and strategically justified.
Your choice today will shape your cost structure, product reliability, customer satisfaction, and competitive positioning for the next decade.
Appendix: Key References and Technical Standards
- DIN 2391: Cold-drawn seamless steel precision tubes (used for honing base tubes)
- EN 10305-1: Precision steel tubes for hydraulic systems
- ASTM A513: Electric-resistance-welded carbon steel mechanical tubes (DOM honed bases)
- ISO 21920: Surface texture—Profile method; terms, definitions and surface texture parameters
- NFPA/FPIC Fluid Power Standards: Bore finishing specifications for hydraulic components
- SAE J517: Hydraulic Fluid Power Systems and Components—General Rules and Safety


